熱線(xiàn):135-2877-5529
日期:2023-03-15 編輯:鵬豐精密五金 閱讀: 492
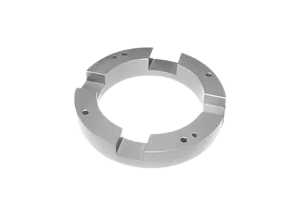
壓鑄殼體不斷推動(dòng)產(chǎn)業(yè)結構升級,提高高端產(chǎn)品市場(chǎng)競爭力,鋁合金壓鑄件行業(yè)發(fā)展水平有待提高,降低能耗,減少環(huán)境污染以及節約有限資源。壓鑄殼體是在壓鑄機
上進(jìn)行的金屬型壓力鑄造,是目前生產(chǎn)效率最高的鑄造工藝。那么鋁壓鑄殼體模具加工時(shí)如何進(jìn)行工藝性質(zhì)分類(lèi)?下面由深圳鵬豐精密廠(chǎng)家的工作人員為大家介紹:
1.沖裁模,沿封閉或敞開(kāi)的輪廓線(xiàn)使材料產(chǎn)生分離的模具.如落料模、沖孔模、切斷模、切口模、切邊模、剖切模等。
2.彎曲模,使板料毛坯或其他坯料沿著(zhù)直線(xiàn)(彎曲線(xiàn))產(chǎn)生彎曲變形,從而獲得一定角度和形狀的工件的模具。
3.拉深模,是把板料毛坯制成開(kāi)口空心件,或使空心件進(jìn)一步改變形狀和尺寸的模具。
4.成形模,是將毛坯或半成品工件按圖凸、凹模的形狀直接復制成形,而材料本身僅產(chǎn)生局部塑性變形的模具,如脹形模、縮口模、擴口模、起伏成形模、翻邊模、整形模
等。
鋁壓鑄殼體模具加工根據工序組合程度分類(lèi):
1.單工序模,在壓力機的一次行程中,只完成一道沖壓工序的模具。
2.復合模,只有一個(gè)工位,在壓力機的一次行程中,在同一工位上同時(shí)完成兩道或兩道以上沖壓工序的模具。
3.級進(jìn)模,在毛坯的送進(jìn)方向上,具有兩個(gè)或更多的工位,在壓力機的一次行程中,在不同的工位上逐次完成兩道或兩道以上鋁壓鑄殼體模具加工程序的模具
4.傳遞模,綜合了單工序模和級進(jìn)模的特點(diǎn),利用機械手傳遞系統,實(shí)現產(chǎn)品的模內快速傳遞,可以大大提高產(chǎn)品的生產(chǎn)效率,減低產(chǎn)品的生產(chǎn)成本,節儉材料成本,并且質(zhì)量穩
定可靠。




微信咨詢(xún)
135-2877-5529
公司郵箱
gaofeng@pf898.com
公司地址
深圳市龍崗區朱古石五清路5號
Copyright ? 2022 深圳市鵬豐精密五金有限公司 All Rights Reserved 粵ICP備18084774號



 135-2877-5529
135-2877-5529